KMEZ installed automated systems for optical quality control of the copper foil.
Two modern systems at once, allowing real-time detection of the smallest, invisible defects of the web, appeared in the Copper Foil Electrodeposition division at the Kyshtym Copper Electrolytic Plant. One of the systems is mounted on the Treater (foil surface treating machine), another one – at the Slitting machine.
The systems are almost identical. Each includes 13 cameras: four of them designed to monitor one side of the foil, the same number thoroughly examine the other. Another five cameras record a presence, location and number of pin-holes that might be formed during the copper electrodeposition process on the Drum of an ED machine.
Powerful illumination devices help cameras to detect defects. They, as well as the sensors, have to be installed strictly at a certain angle to the foil web. One degree deviation from the required settings and part of the foil goes out of sight. If we take into account that each of the cameras has at least three settings for the lens direction, one can imagine what a puzzle the shop workers had to solve when they mounted and adjusted highly sensitive foreign equipment during video conferences with its manufacturers.
“Sometimes such video meetings lasted three or four hours,” says Igor Tarakanov, Deputy foil production shop manager. “Each phrase had to be translated from Russian, first into one foreign language, then into another one, and in the reverse order for the reply. Enormous patience was required from all of the participants of the discussion process. Try and imagine this: we set up both the lamps and the cameras, we see the entire width of the foil web, every defect. We are thrilled to bits – and suddenly, by the number of scanned defects, we understand that the same area of the foil appears in the scanning zone of two scanners at once! And we start the setup process all over again, looking for points that are visible to both cameras, measuring the distances, and reporting them to the installation supervisors so that to eliminate this duplication.
In the end, all the difficulties of installing and debugging the most complex equipment were handled by operators of aqueous solutions for electrodeposition: Vladimir Klyuka, Yury Martynov, Sergey Chuvashov, Sergey Bychkov, cutting machine operators: Yury Popov, Alexey Kuntarev, Andrey Kazakov, Igor Yakovenko. They have not only installed, but also mastered the equipment and put it in daily operation.
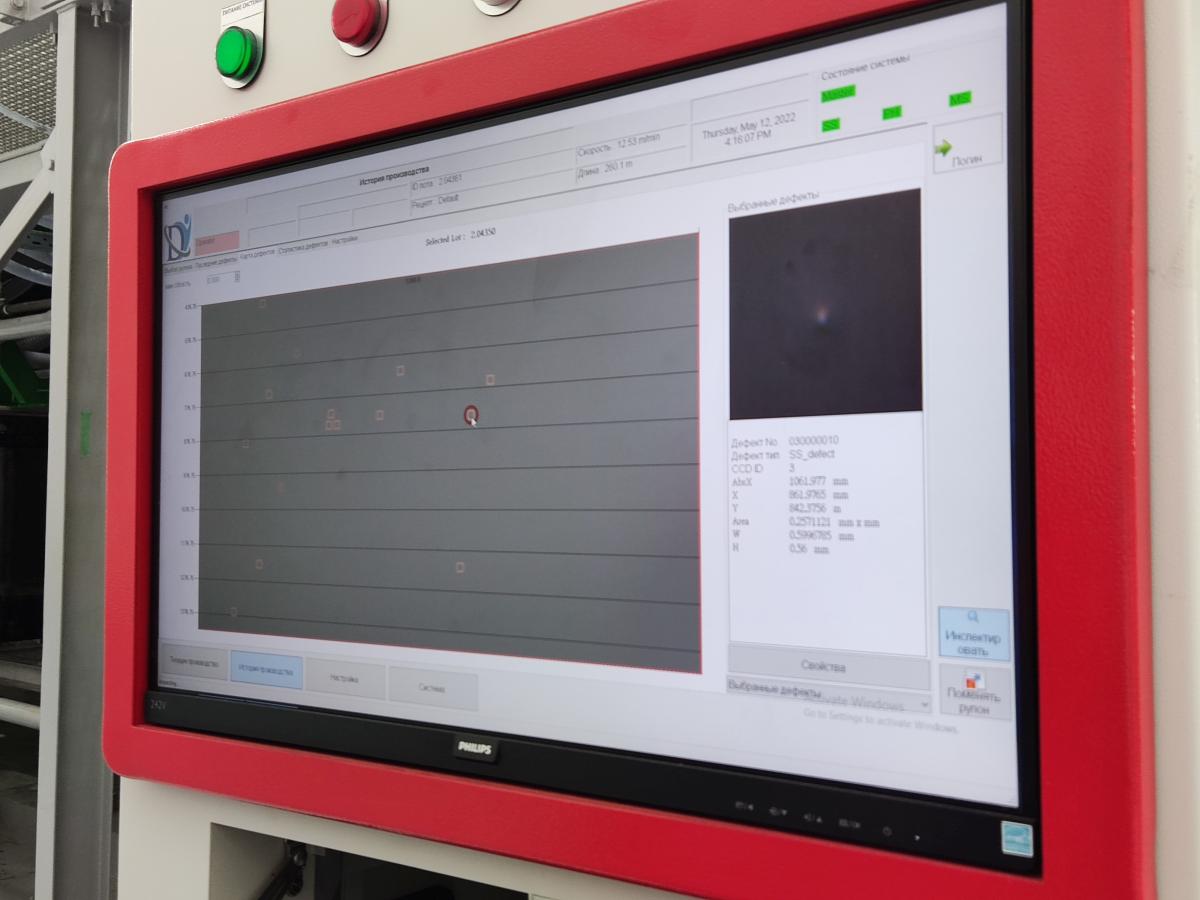
Now the cameras are constantly transmitting the date to the cabinet for information collection and processing, each one has its own computer assigned to it. These cameras are very useful for cutting operators: specialists right away see how to cut the foil web on the slitter so that the identified defects do not end up in the finished product.
The information is stored in the database, and by the roll number, one can instantly find out date and conditions of manufacture, quality issues and how they were eliminated. Valuable information in case of a claim letter, isn’t it? However, automatic monitoring systems were installed exactly in order to completely eliminate any possibility of defects and claims from customers.
“CCD cameras have such a high resolution that now we detect even those defects that are invisible to the human eye. They not contradictory to a single regulatory document: neither factory specifications, nor the international quality system IPC4562, which we strive to comply with” – explains Igor Tarakanov. “Nevertheless, even these hypersensitive readings are not superfluous. Based on them, we can judge the operation of the entire technological chain. If we see, for example, that the number of the pin-holes is growing, we conclude that the time has come for a preventive maintenance of the ED machine filter, because it is not catching small particles, therefore they float in the solution and perforate copper”.
Formerly, the foil surface quality was monitored based on the samples taken at the beginning and at the end of each roll. Small pieces were sampled for visual inspection of the roll. Now every single millimeter of 2,000 meters of the web passes though the inspection control. Nothing can be hidden from the all-seeing eye of optical systems.